不銹鋼彎管彎曲加工成形特點及缺陷有哪些
浙江至德鋼業有限公司彎管加工車間內,我們看到整個不銹鋼彎管推彎成形是一個由內外輪模機構、芯棒及助推機構等多機構配合,多因素耦合,多工藝參數制約的典型彈塑性形變及非線性的管材成形過程。所以管材推彎成形過程中有以下特點:
1. 不銹鋼彎管推彎成形過程較復雜,需要多機構配合作用,且管材成形質量影響因素較多。在數控彎管機上多個機構相互協調工作迫使管材發生一定彈塑性變形的過程。在管材成形過程中內輪模、外輪模、芯棒、助推塊與管材之間的配合,管材材料、預彎角度、推進速度、推彎長度、芯棒及內外輪模與管材間的摩擦系數都會直接影響管材推彎成形的質量。比如嚴格的控制芯棒及內外輪模與管材間的摩擦系數,否則將導致管材在成形過程中管材彎曲段截面形狀的橢圓率、外輪模彎曲速度甚至會影響輪模及其支撐軸的磨損及使用壽命。
2. 不銹鋼彎管推彎過程推彎力變化復雜。在管材推彎初始段,由于克服摩擦力和管材的彈塑性變形,推彎力顯著上升。當推彎過一定距離之后,由于管材變形段長度固定且摩擦力不變,則推彎力會下降。之后,由于管材彎曲部分先彈性變形再塑性變形且各段變形增量不一致,使得管材與內外輪模、芯棒間的靜摩擦力不斷變化,則推彎力在一定幅值內上下振動。
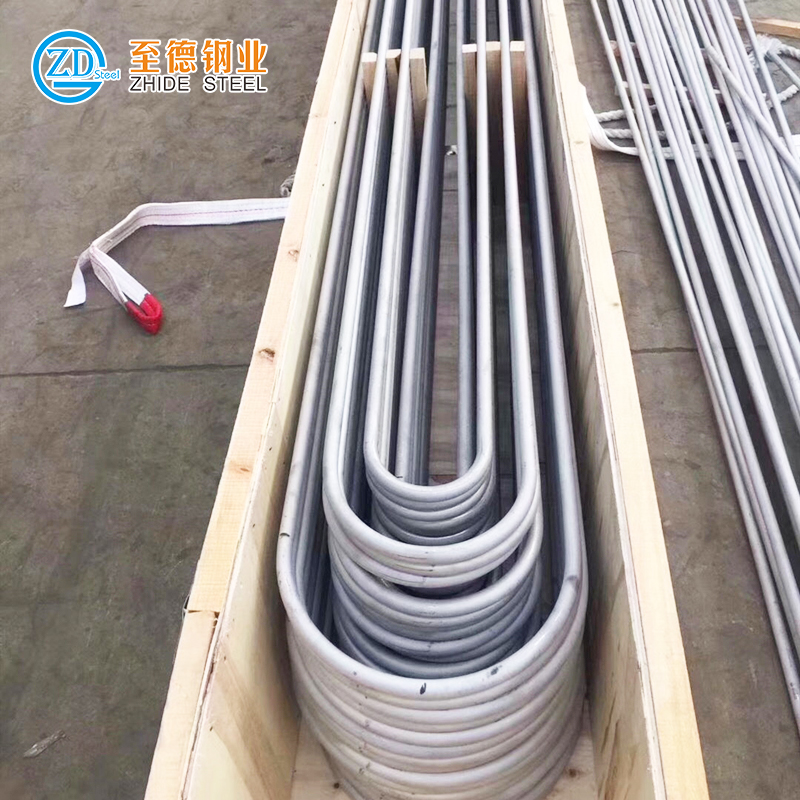
3. 不銹鋼管彎曲變形的過程中管材彎曲段形變復雜。在管材在推彎過程中受到彎矩時,管材預設彎曲段就會發生曲率即彈塑性變化,并且在彎曲力矩的作用下,彎曲段受到軸向的壓應力,內側發生壓縮變形,內側發生拉伸變形,此時管材彎曲段內側管壁厚增加而外側管壁厚減薄。又由于在彎曲力矩、內外輪模作用下迫使管材發生的彈塑性變形,在此過程中管材內部各層面所受到的彎矩力即管材彎曲截面各層面的彎曲應力不同,管材隨著所受彎曲應力增大,并逐漸大于管材材料屈服強度時,管材開始由彈性變形逐漸向塑性變形階段過渡,由于各層面達到這一階段的時間不同又加之內外輪模的擠壓,使得管材彎曲段截面形狀發生畸變即截面橢圓率。在完成管材預彎后,助推塊強行將管材向前推送,由于內外輪模已相對轉動了一定角度,所以管材在強行向前推送時會以一定半徑彎曲。在此過程中管材的形變過程如上述一致,管材彎曲段各層面先彈性變形再塑性變形,所以當彎曲力與助推塊的推送力卸載時,管材必然會發生一定角度的回彈。
不銹鋼管在彎曲過程中管材彎曲段常見的主要形變缺陷如下:
1. 薄壁不銹鋼彎管的彎曲成形過程相對復雜,在彎曲力矩、內外輪模作用下,管材內部彎曲各層截面的彎曲應力不同,且各層面達到塑性變形階段的時間不同,使得管材中性層隨著管材彎曲段彎曲逐漸向內層移動,彎曲段截面形狀發生畸變即截面橢圓率。
2. 薄壁不銹鋼彎管在推彎過程中,管材預設彎曲段會發生彈塑性變化,且在彎曲力矩作用下管材彎曲段受到軸向的壓應力,內側壁發生壓縮變形,外側壁發生拉伸變形,此時管材彎曲段內側管壁增厚而外側管壁厚減薄,甚至出現拉裂的質量缺陷。
3. 薄壁不銹鋼彎管在強行向前推彎時。管材彎曲段各層面先彈性變形再塑性變形,所以當彎曲力與助推塊的推送力卸載時,管材會發生一定角度的回彈。
4. 其他由于設備加工精度、安裝精度以及人員操作的影響,不銹鋼彎管彎曲段出現夾痕、刮痕等缺陷。

本文標簽:不銹鋼彎管
發表評論:
◎歡迎參與討論,請在這里發表您的看法、交流您的觀點。